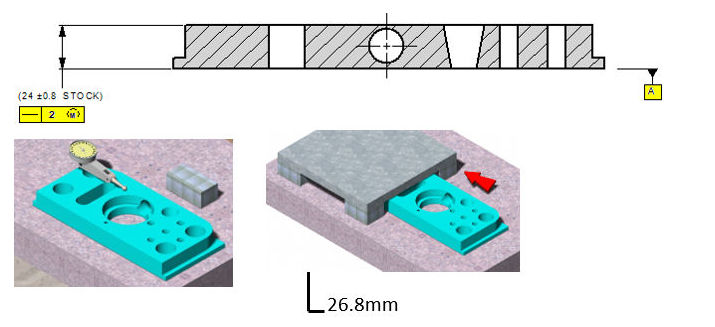
I frequently hear people complain that if MMC is used, they will have to build a dedicated gage for inspection. Others believe MMC is only appropriate when dealing with high volumes of parts. Both of these assumptions are false. When MMC and LMC are applied to a geometric tolerance, the control becomes a single limit that may not be violated. On the part below, the straightness at MMC control requires that the part not violate a boundary equal to the MMC size of 24.8mm plus the straightness of 2mm which establishes a boundary of 26.8mm.
To verify this, a simple built-up gage may be used as a go/no-go inspection. Where variable data is desired, an indicator may be zeroed out at 26.8mm. All readings, as the surface is trammed (probed), must be below the zero point. In addition, of course, the size must be verified with local measurements with a micrometer-type device.
Note: The stock size and material usually are stated in a material specification note. For that reason the size appears here in parenthesis as a reference.